
6、可量化要素合模力
合模力是指注塑机能夹紧模具的最鼎力量,又称锁模力。大部份的厂商将合模力做为机器的型号(几吨),合模力普通以吨数(1吨=1000公斤)或千牛力来表示(KN)
直压机合模力(kg/cm)=合模油缸面积(cm2)x液压压力(kg/cm2)
机铰式合模机构合模力=合模油缸推力x机铰机构缩小率
合模力的选用
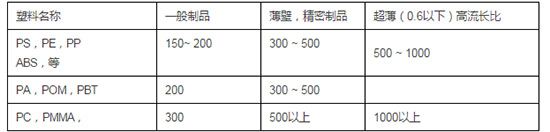
模内压力的简易判别方式:普通制品:300kg/cm2,高精细小制品:500kg/cm2,薄壁包装产品:400kg/cm2600kg/cm2,薄壁IT产品外观件:600kg/cm21000kg/cm2
350吨以上模内压力复杂判别方式:普通外观件制品:250kg/cm2以上,其它薄壁件参照以上。
所需合模力(吨)产品投影面积(cm2)x模内压力(kg/cm2)÷0.8÷1000
简易的模内压力判别

简易的模内压力判别
7、可量化要素容模空间

可量化要素容模空间-衔接柱内距图
PE: disc BOX-SIZING: border-box !important WORD-WRAP: break-word !important MAX-WIDTH: 100% WHITE-SPACE: normal WORD-SPACING: 0px TEXT-TRANSFORM: none COLOR: rgb(62,62,62) PADDING-BOTTOM: 0px PADDING-TOP: 0px FONT: 16px/28px Helvetica Neue, Helvetica, Hiragino Sans GB, Microsoft YaHei, Arial, sans-serif PADDING-LEFT: 30px MARGIN: 0px WIDOWS: 1 LETTER-SPACING: normal PADDING-RIGHT: 0px BACKGROUND-COLOR: rgb(255,255,255) TEXT-INDENT: 0px -webkit-text-stroke-width: 0px">普通产品所需的开模行程是产品高度的2.5倍,模内贴标产品普通需求4倍到5倍。

开模行程与模具关系图
容模空间应该包括拉杆内距,开模行程,最大最小模厚,及模板尺寸。
拉杆内距是4支拉杆两头的内尺寸,模具超越这尺寸会放不下。
8、可量化要素顶出
顶出力:把产品顶出的力气(KN或吨),普通机器设计的顶出力都可适用大部份的产品,只要多数特殊产品需求较大的顶出力,例如:PET瓶胚每穴约需0.5~1吨,强迫顶出的瓶盖每穴约需400公斤以上。
顶出行程:该机顶出的最大间隔(mm)
其它顶出要求:同步顶出,两段顶出,顶出坚持,震动顶出,延迟顶出,旋转顶出等
9、可量化要素其它
射台行程(喷嘴行程):喷嘴行进及前进的最大间隔。
喷嘴接触力(KN):喷嘴顶住模具的推力。(加大的喷嘴口径要留意推力能否足够)
空循环周期(干周期):以欧规6规范量测,在无负载形态的最短周期循环工夫。这个工夫长短可判别机器的配置、液压、电控零碎的控制才能。
电机功率:驱动油泵或伺服电机的功率。(KW或HP)(1HP=746W)
电热功率:料筒电热片的总功率。(KW)
加热段数:料筒加热可分开控制的点数。
互联网电子商务和移动商务消费渠道的普及,使得支付市场将在不久的将来继续呈现更加美好的增长前景。零碎压力:液压零碎的最高任务压力(mpa,bar,kg/cm2),普通等级:140bar,160bar,210bar。(全电动机型没有零碎压力,普通以一般设计的最大值限制。)
机器尺寸:次要是外形尺寸,做为厂地布置的根据。
机重视量:注塑机的零件分量,做为运输,及厂地承重的参考。
![]()





